
Изготовление изделий из пластика на заказ
Опубликовано: 14.10.2018

Изготовление изделий из пластика
Наше производство изделий из пластика работает со всеми видами термопластов. Изготовление изделий из пластика партиями от 200 шт. для автомобильной промышленности выпускаем детали из стеклонаполненного полиамида 6 ( ПА 6 СВ 30).
В этих полимерах твердые кристаллические фрагменты из ПА, а мягкие, как правило, из простых полиэфиров. Температура переработки зависит от температуры плавления ПА (это может быть, например, ПА 6.6 ПА 6, ПА 11), и она выше для более твердых сортов. Остальные условия для переработки этих материалов, по существу, сходны с теми, что описывались выше для разновидностей составов на основе полиэфиров.Производство пресс форм для изделий из пластика. С чего начать.
Теплоперенос при затвердевании во время изготовления изделий из пластика
Поскольку обычно полимерные изделия, полученные литьем под давлением, относятся к тонкостенным, то процесс их охлаждения можно рассматривать как одномерную задачу (рис. 3.50). При охлаждении, когда температура материала опускается ниже температуры стеклования (или размягчения), его можно считать твердым.
Формы для литья плассмасы , делают так !!!

изготовление изделий из пластика
Рис. 3.50. Схема поведения полимера внутри литьевой формы для изготовления изделий из пластика
Схематически это показано на рис. 3.51. Важную роль в этом случае играет местоположение фронта затвердевания, X(t). Как только фронт затвердевания становится равным размеру пластины, L, процесс затвердевания завершен. Можно показать, что скорость затвердевания снижается по мере удаления фронта от охлажденной поверхности. Для аморфных термопластов при оценке роста стеклообразного или затвердевшего слоя можно использовать хорошо известное уравнение Ныомана при изготовление изделий из пластика.
Следует отметить, что здесь скорость роста затвердевающего слоя становится неопределенной при приближении значения времени к нулю.
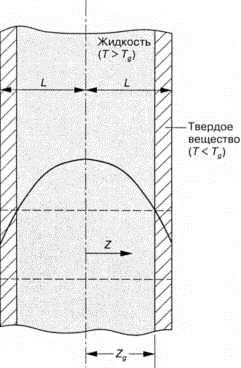
Рис.3.51 Изделия из пластика
Пластикация при изготовление изделий из пластика.
Перемещение расплава. Требования к перемещению расплава для ВП-шнеков менее жесткие, чем для традиционных, а давление в расплаве достаточно мало. Как результат дозирующая зона обычно является достаточно короткой (около 5 диаметров). В действительности, представляется рациональным выбирать даже более короткие дозирующие зоны (2 диаметра) и зоны смешения (2 или 3 диаметра). В некоторых случаях конструкторы шнеков впадают в крайности, используя дозирующую зону нулевой длины. Однако это может привести к сужению диапазона рабочих режимов шнека из-за недостаточного давления при изготовление изделий из пластика.
Конструктивные особенности шнека, необходимые для обеспечения эффективного перемещения расплава, перечислены ниже:
• значительная глубина канала;
• угол винтовой нарезки, оптимальный для перерабатываемого полимерного материала;
• небольшой зазор между стенками цилиндра и гребнем;
• большой радиус скругления торца.
Обратный клапан при изготовление изделий из пластика
В литьевой машине шнек при вращении нагнетает массу расплава полимерного материала в переднюю часть материального цилиндра, что при увеличении объема этой массы вызывает отход шнека назад. Когда камера заполняется до определенного объема, шнек начинает двигаться вперед, к форме, проталкивая в нее расплав. Поскольку каналы и полости, составляющие литниковую систему и форму, достаточно малы, для заполнения формы расплаву требуется преодолеть значительное сопротивление. В результате расплав вместо заполнения формы может потечь назад в пластикатор. Для исключения этого нежелательного эффекта применяются различные запирающие системы. Обычно считается, что обратно в канал шнека вытекает менее 5% расплава.
В литьевых машинах используются различные типы запирающих систем, известные как обратные клапаны. Наиболее широкое распространение получили шариковые и кольцевые клапаны. Каждый из них обладает своими преимуществами и недостатками и, как правило, используется для работы с конкретным типом материала.
